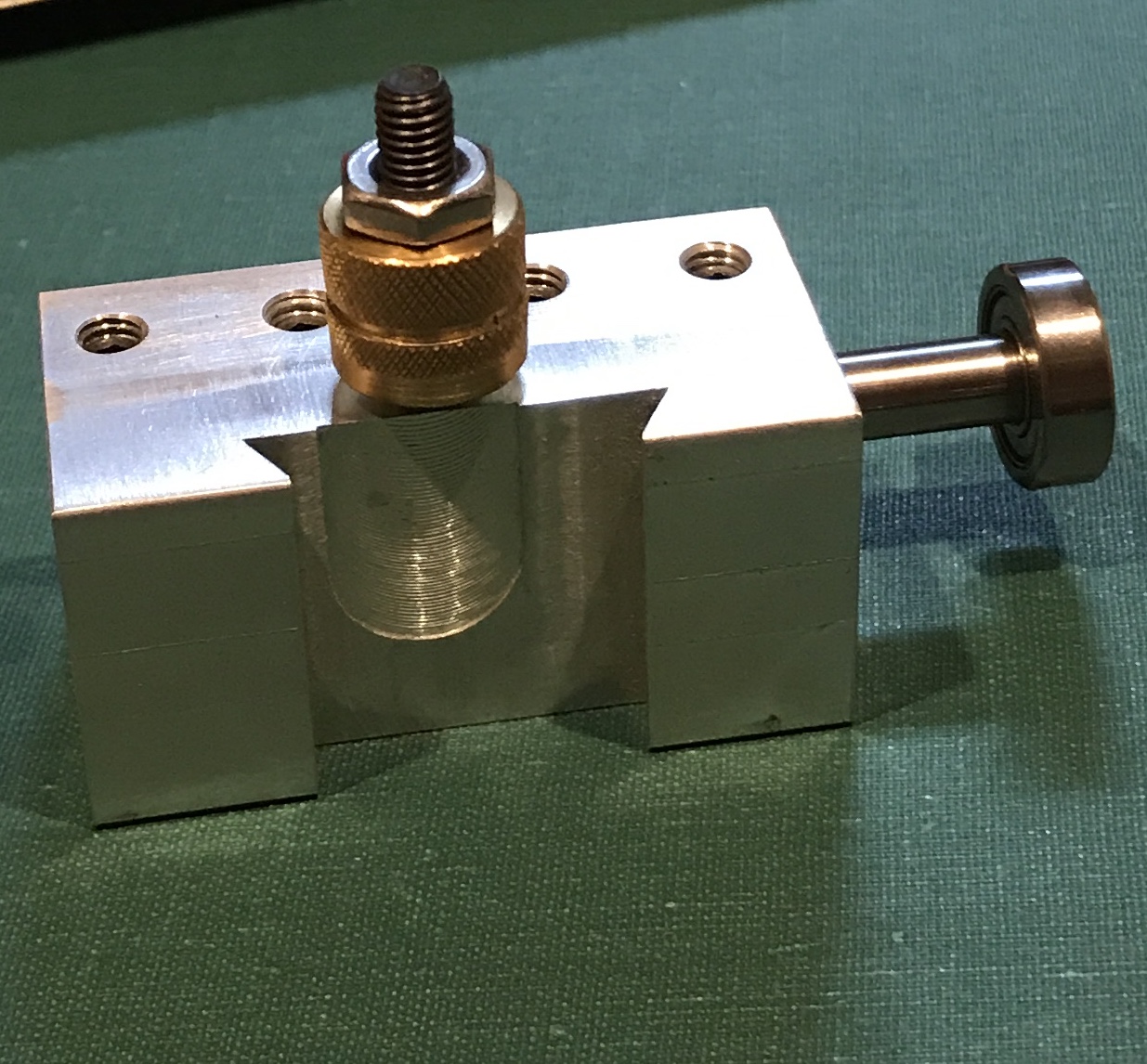
I have seen this lathe alignment tool in many different venues. It consists of a ball bearing affixed to the end of a shaft. It is used by moving the ball bearing up to the face of a workpiece loosely held in the chuck. As it spins it forces the work into alignment. A holder for the QCTP on the Sherline needs to be made as well.
A 0.250" ID X 0.625" OD sealed ball bearing was pulled from the stash. A 2 1/2" length of 1/4" drill rod was cut off. Both ends were faced and chamfered on the lathe. The rod was an easy press fit into the bearing.

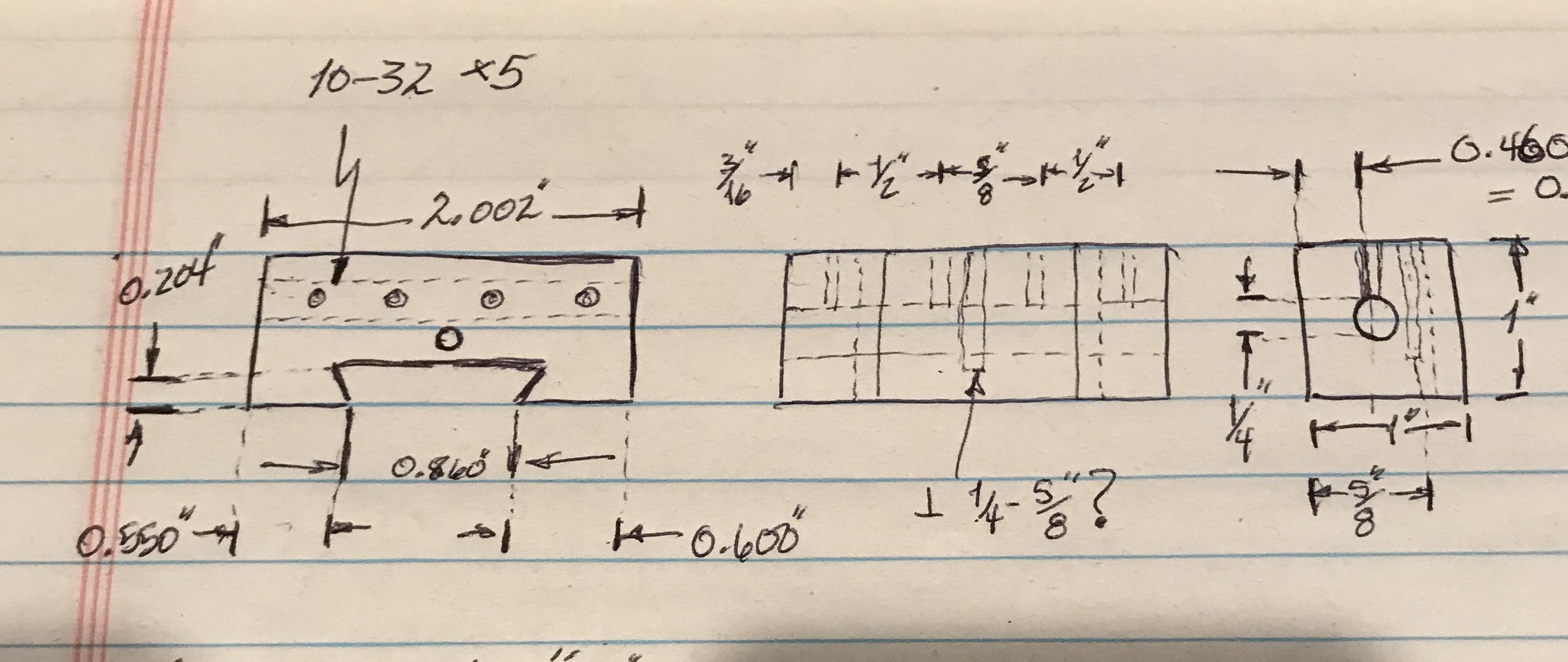
Making the holder for the QCTP was the other key part of this project as I had no simple way to mount the new tool. To this end a 1" X 1" block of aluminum was cut to 2" length. The two ends were squared up in the mill while clamped to the angle plate with two machinist's clamps. The 1/2" end mill was used for this work. One long face of the block was squared up as well as the two ends. This same long face had a groove cut in it with the end mill to a depth of 0.200" and a width of 0.860". The groove was first cut to depth and then widened at full depth. While attempting to make a widening cut of 0.015" the cutter dug down into the bottom of the groove leaving a nice divot!! A picture of the crude plans is shown below.
The dovetails were cut next with a dovetail cutter. The cutter was set at full depth and just touching the side of the groove. It was then moved into the dovetail in 0.010" increments until the depth was about 0.080 and the increments were dropped to 0.005". The cutting was loud, but relatively smooth. The dovetails were cut to a depth of about 0.095". The fit was checked with the QCTP and it fit well and locked in place.
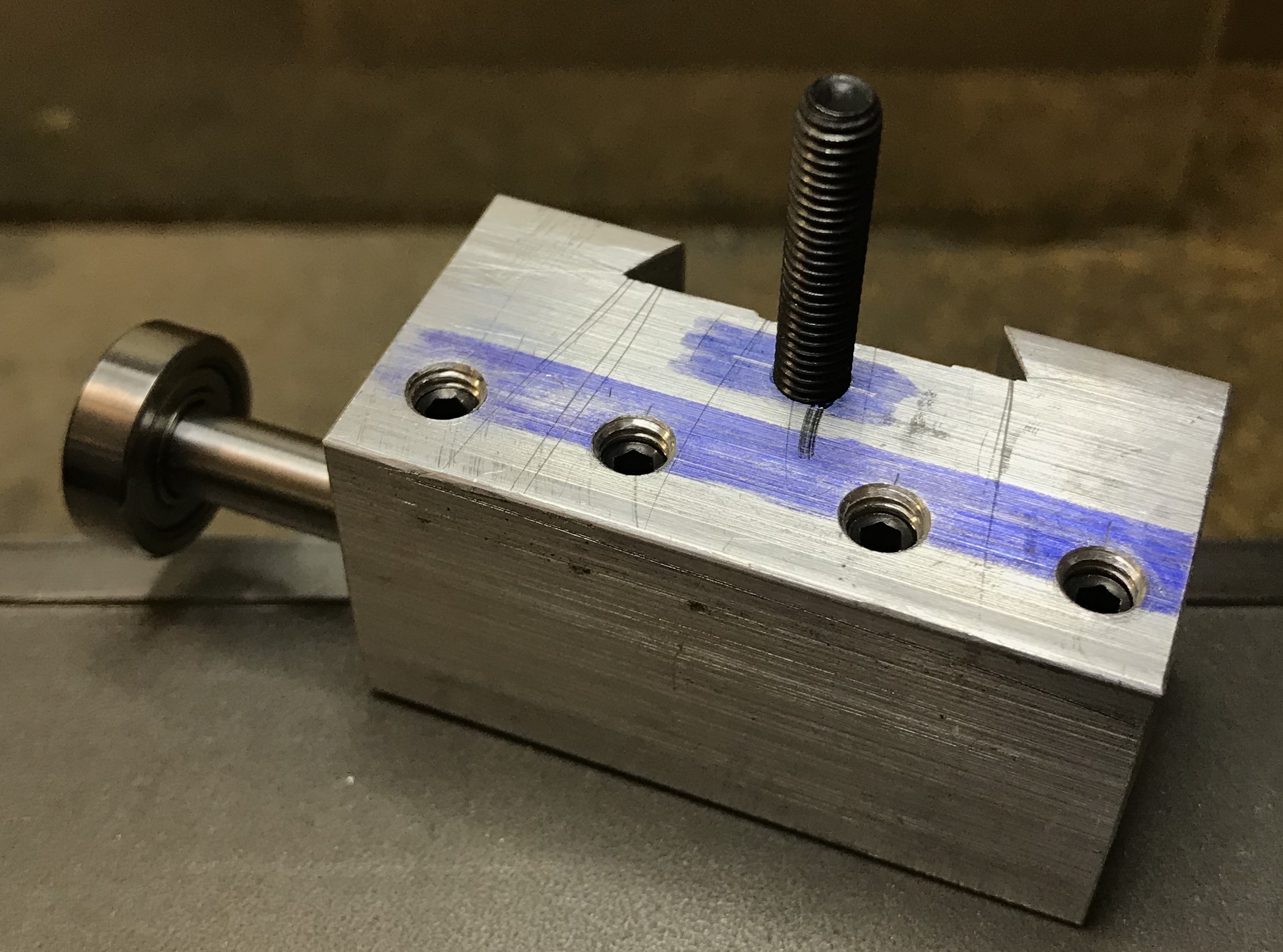
The hole locations were marked. The location of the 1/4" through hole and the four clamping holes were carefully marked for the distance from the front face, 0.273" in order to ensure they are all well aligned. The through hole was drilled 0.242" with a C drill and then reamed 0.250". The holes were drilled, #21 drill, tapped 10-32, and lightly chamfered. A 1" length of 10-32 thread was cut off a screw and glued into the center hole. Four set screws (a tad short) were installed in the other four holes. This completed the holder as seen in the picture below.
Made a knurled knut from a bronze cutoff. Drilled, tapped, grooved, and knurled a short length of 1/2" stock and then cut it off. Set the height via the lathe marks on the end of the drill rod. Complete!